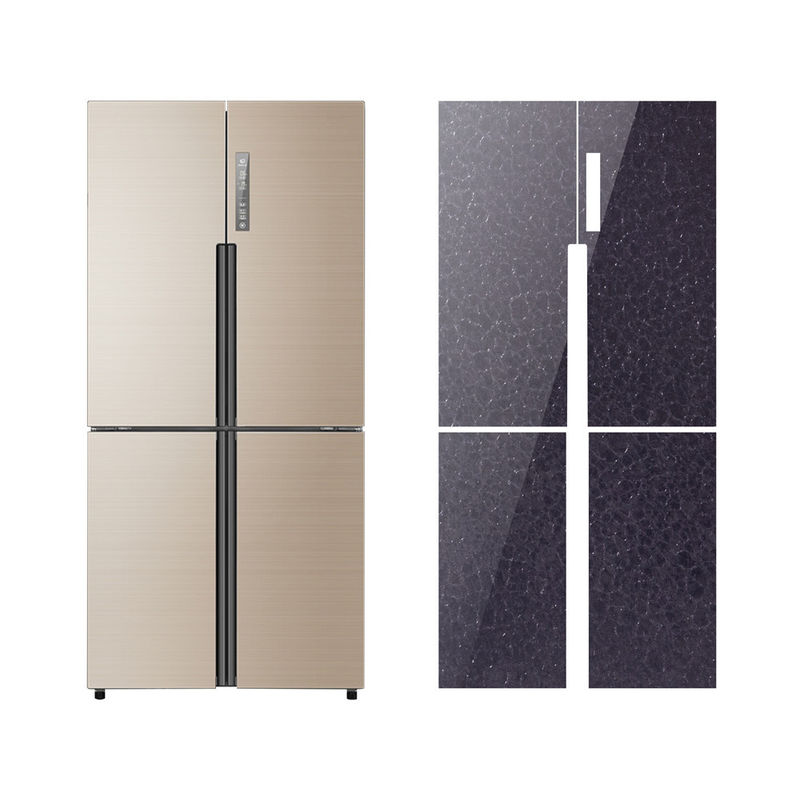
Abwischender Widerstand-täfelt ausgeglichene Glaskühlschrank-Tür 3.2mm Stärke
Beschreibung von Kühlschrank-Tür-Platten:
Siebdruck und UVspritzlackierverfahren sind die allgemeinste Technologie auf dem Gebiet der Glasplattenproduktion. Mit der dreidimensionalen Sprühtechnologie ist die Glasplatte voll von der Kunst und von der Sichtwirklichkeit voll; Sie kann einfach und würdevoll nicht nur sein, aber auch modern und modern, den Bedarf von verschiedenen Verbrauchern zu erfüllen. Die ausgezeichnete Qualität und die hervorragende Kreativität von Designern macht den Auftritt einzigartiger und neu, und der Entwurf ist variiert; die bedeutendsten Eigenschaften sind: er fühlt sich flach, aber er schaut dreidimensional. Es gibt eine vorstehende Aussicht und einen tiefen Hintergrund, die realistische Landschaft, ausgestattet mit reinen natürlichen und schönen dreidimensionalen Linien und den Mustern. Es ist das späteste und höchst die Eigenschaft eines Produktoberflächen-Dekorationsprozesses, und es ist das herrlichste Drehen der Glasscheibe!
| Stärke kann wählen |
3mm, 4mm, 5mm, 6mm |
| Glasrand |
Flache Politur, Bleistiftpolitur, Gehrungsfuge, Schrägfläche, O.G.-Bullnose und usw. |
| Eigenschaften |
Dekoratives Glas |
| Qualitäts-Standard |
Globaler Electrolux-Ofen Glasstandard, GE-Standard, B/Versenden UND BEHANDLUNG des Standards, britischer BS3193 Standard, amerikanischer Standard ANSI Z97, Brasilien NBR13866 und usw. |
| Management-System |
ISO 9001 2015, ISO 14001 2015 |
| Farbe |
Klares, ultra klares, verschiedenes Grün, Blau, Grau, Brown |
| Paket |
Paket mit Schaumbrett, Pappschachteln, hölzerne Kisten, kann entsprechend der Anforderung des Kunden auch verpacken |
Ausgeglichenes Glasherstellungsverfahren
Floatglas des Schritt-1 wird zur gewünschten Größe geschnitten.
Schritt 2 vor dem Härteprozess, das geschliffene Glas wird auf Fehlern wie Sprüngen, Blasen und Einbeziehungen überprüft. Das Vorhandensein dieser Unvollkommenheiten kann Bruch während des Härteprozesses verursachen.
Schritt 3 das Glas wird gewaschen, um Staub, Schmutz und Rückstand zu entfernen, der den thermischen Härteprozess behindern könnte.
Schritt 4, nachdem er geschnitten worden, überprüft worden auf Fehlern und gewaschen worden ist, das Glas reist auch nicht in Reihen oder in eine ununterbrochene Zufuhr durch einen Ofen, in dem er bei den Temperaturen über 600 Grad Celsius erhitzt wird.
Schritt 5 nach dem Heizungsprozeß, die brennende Glasplatte macht einen abkühlenden Prozess durch. Während dieses Prozesses empfängt das Glas Hochdruckexplosionen von Kaltluft von unterschiedlichen Winkeln für ungefähr drei bis 10 Sekunden. Der Prozess, genannt „Löschen,“ kühlt hinunter die Oberfläche des Glases ab, das viel schneller ist, als er die Mitte tut. Deswegen der Innenbereich der Glasaufenthalte in der Spannung, während die Oberfläche in Kompression einsteigt. Diese Kombination von wettbewerbsfähigen Drücken ist, was ausgeglichenes Glas so stark macht.
Ausgeglichene Glasregal-Ränder
Wir stellen kundenspezifische Regale aus Glas heraus an her, was Länge, Tiefe und Stärke Sie benötigen. Die meisten Zeiten diese Regale haben die Ränder herausgestellt und Ihnen die Wahl des Hinzufügens eines anderen Niveaus des Details gegeben, um Ihre persönliche Art besser zu reflektieren. Unser gesäumter Rand kommt Standard mit Ihrem Auftrag. Wenn der Rand zeigen, betrachten wird als gerundeter (Bleistift) oder flacher Rand, wie durch viele bevorzugt, da er einen fertigeren Blick gibt, wenn Ränder sichtbar sind.
Nachdem Sie gewählt haben, ob Sie einen gerundeten oder flachen Rand wünschen, erhalten Sie, zwischen einer Politur oder einem Schleifen zu wählen. Eine Politur gibt ein glänzendes und glattes Ende, während ein Schleifen ein bereiftes Mattende liefert. Dieses kleine Detail kann den Gesamteffekt auswirken, den Sie in Ihrem Raum schaffen möchten.
Qualitäts-Inspektionsprozeß
1, wenn die ersten 100 Stücke von Endprodukten verpackt werden, der Qualitätsinspektor kontrolliert sie am Kontrollpunkt von Endprodukten.
2, das Produkt werden zweimal zufällig jede Verschiebung kontrolliert.
3, bevor das Produkt verpackt wird, oder nachdem das Endprodukt repariert wird, der Qualitätsinspektor kontrollieren es am EndproduktKontrollpunkt.
4, nachdem das Produkt verpackt ist, der Qualitätsinspektor kontrollieren es am EndproduktKontrollpunkt.
5, wenn das Endprodukt für mehr als einen Monat oder aus anderen speziellen Gründen gespeichert wird, der Lagerverwalter informieren den Qualitätsinspektor, der, um es am Lieferungsstandort zu kontrollieren im Dienst ist (Sichtprüfung entsprechend dem Standard und dem Verpackenentwurf ist in der Übereinstimmung).
Verpackendetails von Kühlschranktürplatten
1.Carton oder hölzerne Kisten
Schutz 2.Plastic des Randes und der Ecke
die spezielle Anforderung des Kunden 3.Meet
Druck des Tests für Kühlschranktürplatten
2. kann Stirnseitenhärte, die Härte der Farbenschicht durch Bleistift 2H gemessen werden, und die Oberfläche sollte von den Hautschaden- und -kratzerkennzeichen nach dem Test frei sein.
3. wird kochendes Wasserbeständigkeit, unter normaler Temperatur und Druck, der Probekörper vollständig in kochendem Wasser für 2 h untergetaucht, setzte dann sich in Leitungswasser, um für Minute 5 abzukühlen, und die Beobachtungsprobe dann herauszunehmen. Es sollte keine Änderung in der Front und zurück der Probe nach dem Experiment geben.
4. wurde Widerstand der niedrigen Temperatur, die Probe an - 40 ± 2 ℃ für 24h gesetzt und wieder hergestellt zur Raumtemperatur. Nehmen Sie die Beobachtungsprobe heraus. Nach dem Test sollte es keine Trennung zwischen den vorderen und Rückseiten der Probe geben
5. setzte Widerstand der hohen Temperatur, die Probe in einen Kasten der konstanten Temperatur 120 ± 10 ℃ für 3 h ein und nimmt die Beobachtungsprobe heraus. Es sollte keine Änderung in der Front und zurück der Probe nach dem Test geben.

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!